The global demand for high-purity oxygen systems and oxygen-producing plants has reached unprecedented levels. Driven by the "Bio-Hacking" wellness trend, aging populations, and industrial modernization, oxygen technology is no longer confined to hospitals. Today, Oxygen Producing Plants Manufacturers & Suppliers are pivotal in supporting wellness centers, professional athletic facilities, and luxury home health ecosystems. The market is transitioning from traditional heavy industrial cylinders to on-site, PSA (Pressure Swing Adsorption) technology and micro-pressure hyperbaric systems that offer safety and sustainability.
Commercial sectors are now prioritizing decentralized oxygen production. Whether for high-altitude hotel rooms, recovery centers, or longevity clinics, the focus has shifted toward energy-efficient, AI-monitored oxygen plants that can run 24/7 with minimal human intervention. This shift represents a multi-billion dollar opportunity for global distributors and procurement managers seeking reliable manufacturing partners in the heart of the global supply chain—China.
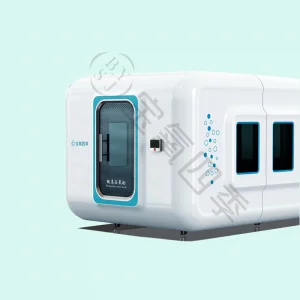
Our flagship luxurious chambers represent the pinnacle of modern oxygen therapy. Designed for high-end wellness clinics, these units combine micro-pressure technology with elegant aesthetics. As a leading manufacturer, we ensure every unit meets rigorous safety standards while providing a futuristic user experience that fits perfectly into any luxury environment.
Key Applications: Post-surgery recovery, anti-aging protocols, and elite athletic performance enhancement.
Enterprise-level procurement for oxygen-producing plants requires more than just a product; it requires a strategic partnership. Companies in Europe, North America, and Southeast Asia are increasingly looking for OEM/ODM capabilities to customize systems for their specific electrical standards (110V/220V) and local safety certifications (CE, ISO). Localized application scenarios vary significantly:
Our role as a Chinese manufacturing hub is to bridge the gap between high-tech engineering and cost-effective production, ensuring that "Made in China" stands for "Premium Innovation."
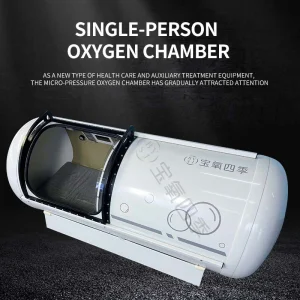
Our professional-grade HBOT systems utilize intelligent pressure regulation sensors. By incorporating AI-driven feedback loops, our machines automatically adjust oxygen flow and pressure levels to ensure user comfort and maximum therapeutic benefit. This is the "Smart Plant" technology of the future, available today through our factory-direct channels.
Efficiency: 30% more energy-efficient than traditional models, with a lifespan exceeding 10,000 hours of continuous operation.

The industry trend is leaning heavily toward Eco-friendly approach. As noted in our mission, environmental protection is a core concern. We are actively replacing non-recyclable components with degradable materials and plastic substitutes. This commitment to sustainability is what differentiates us from other suppliers in the market.
Our quality control process is rigorous. With 5 key factories and an Elite team specializing in design and logistics, we ensure that innovation never compromises safety. From initial design to final crating, every oxygen producing plant undergoes 48 hours of stress testing to guarantee reliability in 28+ countries where our clients operate.
Our professional team consists of 5 key factories and an Elite team taking care of designs, marketing, sales, logistics as well as operation. Environmental protection is also our concern. We pursue on applying Degradable materials and plastic substitutes to maintain sustainable and Eco-friendly approach.
Thanks to our loyalty clients in 28 countries all over the world. They've been very supportive and we enjoyed partnering with them. We are looking forward to explore the market with fine partners like you.
We are enjoying a rapid growth every year owing to the hard work of my team. Innovation, high quality product, quick response, on-time delivery are our core advantages.