The global demand for HEPA (High-Efficiency Particulate Air) filtration systems has shifted from niche medical applications to a cornerstone of modern industrial and commercial infrastructure. In the post-pandemic era, the "Clean Air Economy" is projected to grow at a CAGR of 8.2%, driven by stringent ESG (Environmental, Social, and Governance) requirements and public health mandates. From semiconductor cleanrooms in Taiwan to automotive spray booths in Germany, HEPA technology is the silent engine of precision manufacturing.
Serving 28+ countries with high-precision filtration standards compliant with EU and US regulations.
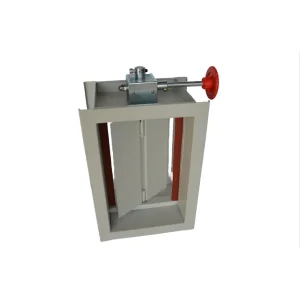
Essential for pharmaceutical, aerospace, and food processing industries to maintain zero-dust environments.
Moving towards biodegradable filter media and low-energy consumption ventilation motors.
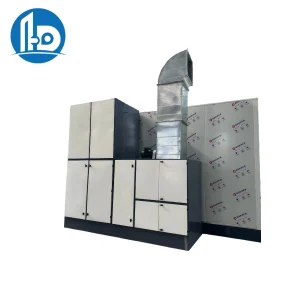
International enterprises are no longer just looking for "suppliers"; they are seeking "strategic manufacturing partners." Modern procurement focuses on traceability, durability, and customized integration. As a leading China HEPA manufacturer, we address these needs by providing modular designs that fit into existing HVAC systems or standalone industrial machinery.
Whether it is a multi-national logistics company needing large-scale vacuum systems or a boutique furniture shop requiring VOC filtration, the demand for localized, high-performance solutions is at an all-time high.
The industry is evolving toward Smart Filtration (Filtration 4.0). Future systems will utilize AI sensors to monitor real-time particulate density, automatically adjusting fan speeds to save energy while ensuring 99.97% air purity. Our R&D team is currently integrating IoT capabilities into our vacuum and ventilation lines, allowing facility managers to monitor filter health remotely via mobile apps.
Innovation, high quality product, quick response, and on-time delivery are our core advantages in this rapidly changing technological landscape.
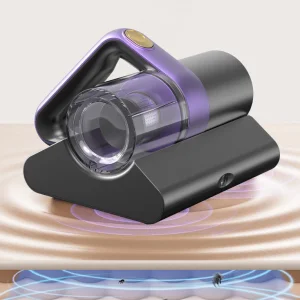
HEPA technology is incredibly versatile. In Japan, our systems are used in sustainable cremation practices to ensure emissions are odorless and toxin-free. In North America, our HEPA-integrated vacuum cleaners are staples for pet owners and allergy-sensitive households. In the Middle East, our heavy-duty floor filters protect spray booths from extreme dust and sand infiltration.
We provide localized consulting to ensure that the filtration media (fiberglass vs. carbon) matches the specific environmental challenges of your region.
Our professional team consists of 5 key factories and an Elite team taking care of designs, marketing, sales, logistics, as well as operation. This vertical integration allows us to control costs without sacrificing the premium quality demanded by global markets.

Our professional team consists of 5 key factories and an Elite team taking care of designs, marketing, sales, logistics as well as operation. Environmental protection is also our concern. We pursue on applying Degradable materials and plastic substitutes to maintain sustainable and Eco-friendly approach.
Thanks to our loyalty clients in 28 countries all over the world. They've been very supportive and we enjoyed partnering with them. We are looking forward to explore the market with fine partners like you.
We are enjoying a rapid growth every year owing to the hard work of my team. Innovation, high quality product, quick response, on-time delivery are our core advantages.